服务热线:
15553622222

服务热线:
15553622222

电话:15553622222
邮箱:2219228407@qq.com
地址:山东省 潍坊市 昌乐县 乔官镇
网址:www.wfcfmy.com
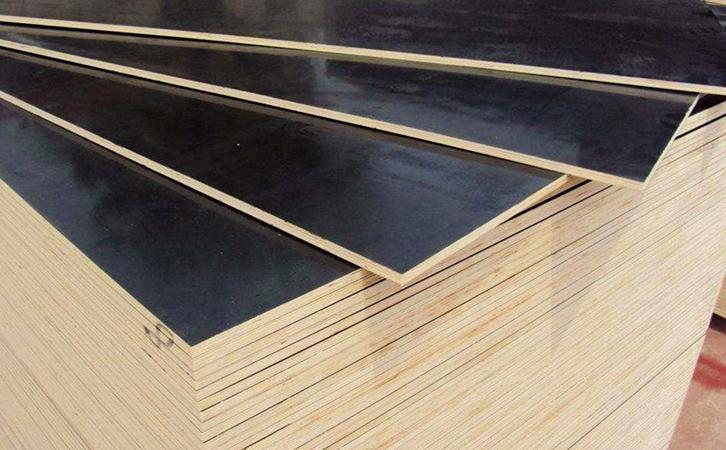
武汉木模板新型铝塑复合材料,英文名称为:Aluminumplastie Composites(简称APC),是以铝材为主要原料,经过适当的处理,使其与各种塑料用于新型铝塑复合材料的热塑性塑料主要有聚氯乙烯(PVC)、聚乙烯(PE)、聚丙烯(PPS)、聚苯乙烯(PST)、聚甲基丙烯酸甲酷(CPMM)、聚丙烯(PP)、聚苯乙烯(PS)等按一定比例混合并添加特制的助剂,如偶联剂、分散剂、增塑剂、润滑剂、热稳定剂、着色剂、阻燃剂、防霉剂等加工助剂,经高温、挤压、成型等工艺制成的一种木模板直销新型复合材料,是一种高性能、高附加值的绿色环保复合材料。这种材料兼有铝材和塑料的优点,具备一系列独特的优良性能:①耐酸碱,抗腐蚀,耐虫蛀,防霉菌性好;②稳定性好,吸水性小,不产生裂纹、龟裂,不易翘曲变形;③具有热性塑料的加工性,成型周期短,加工工序少,生产效率高;④使用寿命长,性价比低,材料应用范围广;⑤刚度大,周转次数多,可回收再利用。

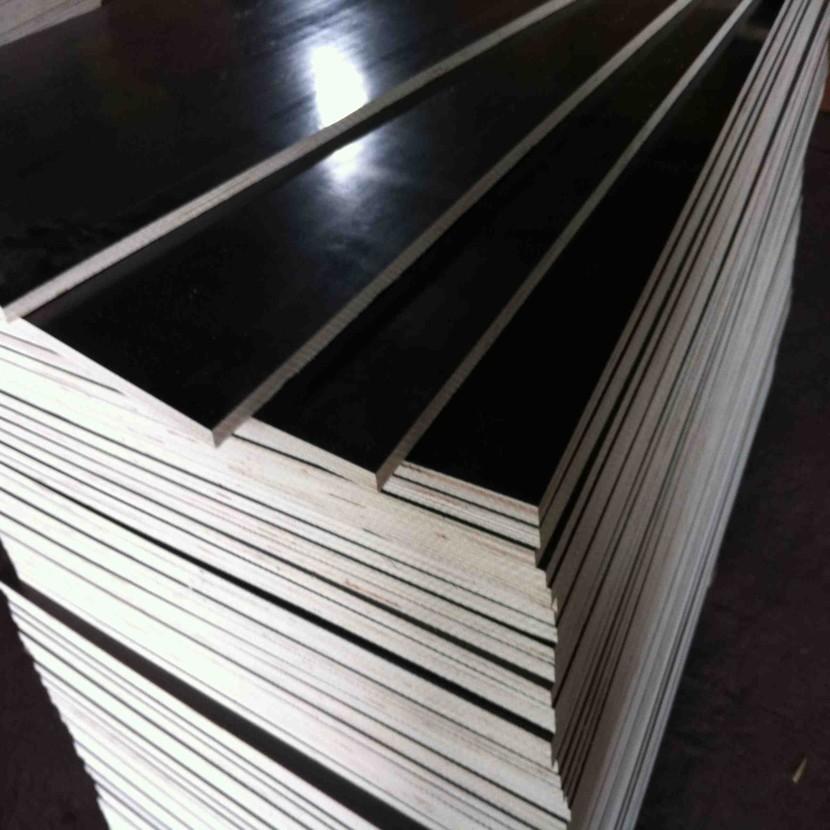
一、武汉木模板清水模板变形的原因;1、选用木清水模板或胶合板施工,经验收合格后未及时浇筑混凝土,长期日晒雨淋面变形。2、浇筑墙、柱混凝土速度过快,yi次灌溉高度过高,振捣。3、清水模板间支撑距离过大,钢板的刚性度差。4、组合小钢模拼装时,连接件应按规则放置,围檩及对拉螺栓距离、规格应按规划要求设置。二、木模板直销清水模板防变形办法;1、梁底支撑距离应可以确保在混凝土重量和施工荷载作用下不产生变形,胶合板支撑底部若为泥土地基,应先仔细夯实,设排水沟,并铺放通长垫木或型钢,以确保支撑不沉陷等等。2、清水模板及支撑系统规划时,建筑模板厂家建议大家应充分考虑其本身自重、施工荷载及混凝土浇捣时产生的侧向压力,以确保清水模板及支架有满足的承载才能、刚度和稳定性。3、对跨度不小于4m的现浇钢筋混凝土梁、板,其清水模板应按规划要求起拱;当规划无具体要求时,起拱高度宜为跨度的千分之一至千分之三。4、选用木清水模板胶合板清水模板施工时,收合格后应及时浇筑混凝土,避免木清水模板长期暴晒雨淋发生变形。
1、武汉木模板新型建筑模板重量轻、强度高、耐性好、抗冲击强度大。2、膨胀系数小、板幅大、接缝少、耐磨损。3、新型建筑模板不吸湿、不霉变、不开裂、耐寒、耐高温、耐酸碱。4、易加工,可锯、可钉、可焊接、纵向横向可以恣意连接组合。5、表面平滑,光亮,浇注成型效果好。6、周转运用次数可达50次以上,运用寿命长。7、木模板直销模板脱模简单,无需刷脱模剂,轻敲模板即可脱落,缩短工时节约人力,加快工程。8、环保节能、无污染、无任何有害有毒气体排放。
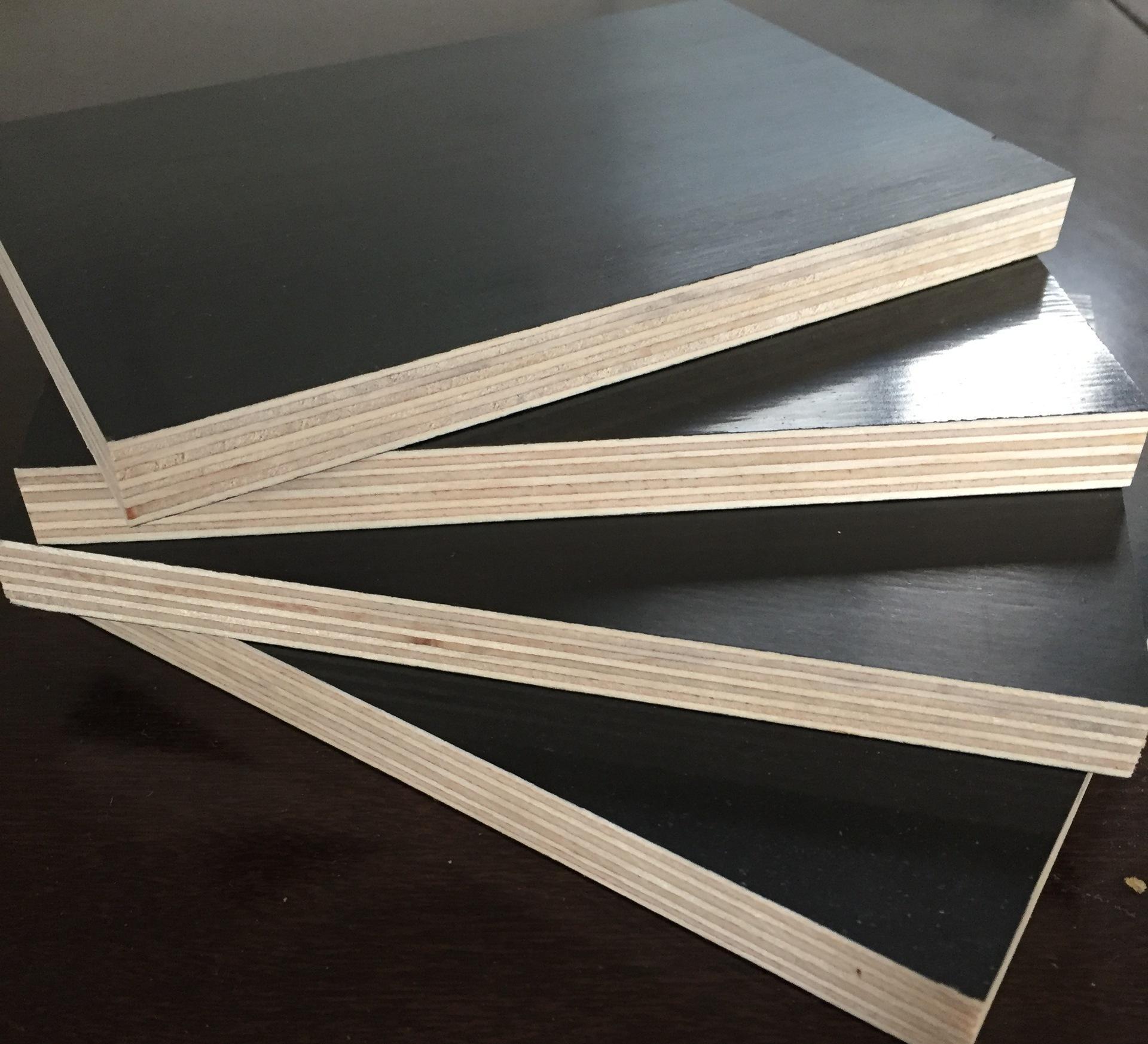
1、原材料裁切:原材料是根据原木进行层切开得来的,将原木按照必定的层厚度进行水平面的切开旋切,根据模板的尺度巨细才裁切成比例一样的木层,并且将木层表面的杂志进行gen除,杂志能够影响后期胶的粘结牢度。2、烘干、单调处置:裁切和旋切今后的木层都富含对比大的水分,因此,大规模的出产我们要经过木材烘干机进行烘干处置,烘干后的木层对比脆,因此,要天然放置2-3天,能够确保木层的耐性。可以在少量的状况,我们能够选用阳光进行晾干处置。3、涂胶、合层处置:一张成型的厂家直销木模板修建模板,都是选用了多层木板材选用涂胶办法进行粘接在一起的,设置有专门的滚胶机,将木板材经过灌胶机,板材的正反面都会被均匀的涂改胶层,将涂有胶层的木板材平整的放置在模板的表面模板上面,均匀的进行铺盖6-10层(根据需求)即可。4、热压成型处置:经过涂胶铺设好的模板层,经过热压技能进行压平。传统的加热时选用了锅炉水传到热进行加热,现代化设备室选用了电加热,压平后,能够添加修建模板的密实度,成型对比规矩,提高了模板的运用质量。选用先预压再热压的技能,zui高程度下降坯板错位的几率,再施以合理的压力和温度热压,确保了每一张我国修建模板均有杰出的胶合强度和硬度。5、喷漆、修边包装处置:经过热压处置的修建模板,会有少量的内层木板材呈现错位和边角不规整,选用刻刀将剩余的板材进行裁切,并且喷涂防腐漆,防腐漆是确保修建模板运用寿数和储藏时间的重要因素。修建木模板直销模板具有质量轻、承受重力大、运用瓶装便利、表面光滑、防腐等长处特色。

1、胶粘剂质量表现为胶用合成树脂胶粘剂的功能、各组份的配合和调胶工艺等几个方螨面。近年国内对武汉木模板胶合板用胶各组分和调胶工艺进行许多研究工作,这不只节省许多化工质料,降低了产品本钱,使制品功能也有所改善,这是技术进步的表现。在出产中只要所用的合成树脂功能较好,有满足胶合强度,胶粘剂各组分配比合理,调制出的胶粘剂功能稳定,树脂含量与粘度适宜,有满足长的活性期才能确保正常操作和制品各项指标符合要求。2、单板质量单板质量特别是其表面状态对胶合强度影响很大。木模板直销单板质量要在木段准备和单板旋切各工序应予以满足注重,要很好进行木材软化处理,操控好旋切条件使单板各项指标处于zui佳值,一起应留意单板含水率与平整度。3、胶合板胶合胶压前应留意把握好施胶量和板坯陈化两个环节。胶量过大,本钱量高;并且胶层过厚,内应力增大,一起容易透胶;胶量过小,不利于胶液滋润,胶层会不完整。陈化时间长短要适宜,随气候变化合理改变。要完成芯板整张化,减少芯板叠层、离缝。要留意把握好胶压条仲、降压速度,特别板坯中水分较多更应留意。此外选用新技术、新设备,如运用高效喷气式单板干燥机、芯板拼缝机、芯板整平机,完成施胶、组坯、预压、、热压连续作业,选用机械化装卸、快速闭合热压机等,可操控工艺条件,使产品质量更有确保。